BAUXITE TAILINGS VALORIZATION:
From Test Works to Industrial Scale Up
1. GENERAL INFORMATION ON BAUXITE
1.1 RESOURCES
Bauxite is a naturally occurring, heterogeneous material composed primarily of one or more aluminum hydroxide minerals, plus various mixtures of silica, iron oxide, titania, aluminosilicate, and other impurities in minor or trace amounts.
Over the last years, due to the general decrease in the availability of good bauxite raw material quality, the need and investigations for new bauxite valorization opportunities have gained momentum. This is particularly the case for bauxite tailings, which can in some cases constitute a powerful alternative to mined bauxite.
 Figure 1. Current & predicated worldwide bauxite supply & demand, 2012-2039 (Mt)³ [1].
Figure 1. Current & predicated worldwide bauxite supply & demand, 2012-2039 (Mt)³ [1].
There are approx. 80 bauxite mines listed worldwide. The largest 8 ones, with capacities above 10 up to 25 mtpy, are mainly located in Australia, Brazil, Guinea and Indonesia. Most of the bauxite mines have capacities below 5 mtpy down to under 1 mtpy.
1.2. QUALITIES
The quality of the bauxite ore, in general, is highly variable between individual deposits. The bauxite deposits differ widely in
- their geological associations,
- content and type of aluminium ore minerals and
- gangue minerals.
The following table shows the typical range in the composition of metallurgical grade bauxite.
Table 1. Typical range in the composition of metallurgical bauxite.
| Components | Wt. % (as metallic oxide if not indicated otherwise) |
| Al2O3 | 30 – 60 |
| Fe2O3 | 1 – 30 |
| SiO2 | < 0.5 – 10 |
| TiO2 | < 0.5 – 10 |
| Organic Carbon (as C) | 0.02 – 0.40 |
| P2O5 | 0.02 – 1.0 |
| CaO | 0.1 – 2 |
| V2O5 | 0.01 – 0.10 |
| ZnO | 0.002 – 0.10 |
| Ga2O3 | 0.004 – 0.013 |
| Cr2O3 | 0.003 – 0.30 |
| S | 0.02 – 0.10 |
| F | 0.01 – 0.10 |
| Hg (ppb) | 50 – 1000 |
If required, a beneficiation could improve the ore quality. By simple processing with crushing, screening, washing and dewatering the waste material can be removed. So higher graded ore will be produced by separating the tailings (clay, sand).
The percentage of Al2O3 of the total production of bauxite:
- 63 % was of 40 – 45 % Al2O3 grade
- 15 % was of cement grade
- 12 % was of 45 – 50 % Al2O3 grade
- 7 % was of below 40 % Al2O3 grade
- 2 % was of refractory grade
- 1 % of production was reported together in 50 – 55 % Al2O3, 55 – 60 % Al2O3
1.3. QUALITY DEMAND
Bauxite ore is used as the raw material for the production of alumina in the Bayer hydrometallurgical process. Clay agglomerates on the bauxite surface create lot of complications in this process. The aim of bauxite washing is to increase the concentration of alumina i.e. alumina grade and reduce that of silica (clay) grade in the Bayer process plant feed. Therefore, the ratio of alumina grade to that of silica grade (A/S) is one of the deciding parameters for the bauxite ore processing.
The cleaning efficiency of the washing process can be characterized by determination of the amount of silica (clay) agglomerates removed from bauxite surfaces.
To be used economically, bauxite should contain at least 45 – 50 % aluminium oxide.
For example, some bauxite reserves in India have a Al2O3/SiO2 ratio in the range of 4 to 6 that results in problems in the Bayer process. As higher the silica content is as higher the caustic consumption is in the refinery. The consumption of soda in the Bayer process is directly related with the reactive silica content of the bauxite. Therefore, a higher content of reactive silica above 5 % results in an uneconomic high consumption of soda in the Bayer process. Whereas bauxite with a Al2O3/SiO2 ratio in the range of 10 can be processed without problems.
Bárdossy and Bourke published in 1993 the ideal characteristics for metallurgical-grade bauxite:
- High extractable alumina + 49 %
- Low “reactive silica” 5 – 3 %, kaolinite
- Low boehmite < 3 %
- Iron content ideally 5 – 15 %
- Low quartz ideally < 1 %
- Low titania ideally < 0.5 %
- Low carbonates ideally < 0.1 %
- Low impurities and trace elements
1.4. UPGRADING REQUEST AND TEST WORKS
With the advantages of an own state-of-the-art technical laboratory AKW Equipment + Process Design is able to perform comprehensive and extensive tests to define and set on paper the process guarantees for a custom-designed process and flow sheets.
To identity potential recovery rates of valuable bauxite and the possibility of improving the overall yield of the process, AKW Equipment + Process Design has been required by different major bauxite players – worldwide – to perform the extensive test procedure to get reliable results and define the performance targets.
Bauxite from different deposits were tested by AKW Equipment + Process Design:
- Suriname
- Vietnam
- India
- Sierra Leone
Test phases:
- Determine the particle size distribution and the related mineral identification
- Analyze the available alumina (Al2O3) content and how to increase it from the “run of mine” ore
- Test how to reduce the not wanted SiO2, Fe2O3, Clay content
- Increase the recovery of the mine by beneficiation and upgrade the washing plant efficiency.
Aim of the process is to reduce the silica content of the bauxite while minimizing Al2O3 losses. Attention has to be paid on the kaolinitic impurities of the bauxite ores and the content of Al2O3, SiO2 (especially reactive Silica), Fe2O3 and TiO2 of the product.
To improve the characteristics of the Run of Mine ore (R.O.M. ore) mineral processing techniques are common in the mining industry of ores and minerals like iron ore, non-ferrous ore, phosphate ore, china clay, coal and so on.
Among the used and tested processes for beneficiation of bauxite ores are:
- Crushing and milling
- Screening
- Elutriation (scrubbing)
- Cycloning (in combination with dewatering screens)
- Dewatering of fine ground ore (for pipeline transportation)
New developments are:
- Gravity separation (spiral)
- Magnetic separation
- Flotation
To have a first idea of a suitable process, the general physical appearance of the ore, including the geometric aspects of, and the mutual relations among component particles, like size, shape and arrangement of the constituent elements (texture) has to be considered.
For the upgrading of bauxite different processes are promising and have been tested with success. Some processes are even common use in the treatment of R.O.M. bauxite.
1.5. BAUXITE TAILINGS COMPOSITION
Usually tailings are understood as hazardous waste, this is not applicable for bauxite tailings. As bauxite is not hazardous and therefore bauxite tailings are not hazardous (contrary to bauxite residues from refineries). Not all bauxite deposits have a need for beneficiation and therefore not all bauxite mines will create tailings.
The beneficiation process with crushing, screening, washing and dewatering does not need to add chemicals. Therefore, the resulting tailings consist of water, fine bauxite, sands and clay.
2. CASE STUDY OF A WEST AFRICA BAUXITE MINE
The current situation shows the existing bauxite washing plant, which is a good example for other sites.
The ROM feed to the washing plant is -1000 mm with a capacity of up to 400 t/h. The standard processing shows crusher, to crush down to -70 mm and washing drum to treat the original fraction -70 mm, followed by several wet screens with a final lowest classification at 2.4 mm. This processing results in a final product > 2.4 mm with a capacity of approx. 200 t/h and a tailings amount of 200 t/h < 2.4 mm in approx. 1000 m³/h slurry. A typical recovery rate of at least 50 % can be achieved for such a traditional bauxite washing plant.
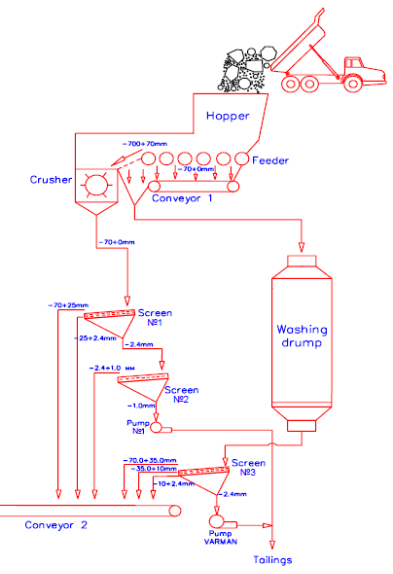
Figure 2. Flowsheet of the existing bauxite washing plant.
 |
 |
Figure 3. Discharge of the fresh tailings from washing plant (left). / Figure 4. Existing old tailings dam (right).
Therefore, in the technical laboratory of AKW Equipment + Process Design a comprehensive test program was initiated to determine the best upgrading process by significant recovery improvement.
An original, average and representative tailings sample was received from the operating washing plant of the bauxite mine.
2.1. FRESH TAILINGS TESTS
Initially from the received sample, the standard PSD was determined as shown below.
Table 2. Standard particle size distribution (PSD) – fresh tailings.
| screen [µm] | Raw material Mass – % | Raw material cum. % |
| 4000 | 6.0 | 6.0 |
| 2000 | 13.7 | 19.7 |
| 1000 | 20.9 | 40.6 |
| 500 | 13.3 | 53.9 |
| 250 | 9.2 | 63.1 |
| 125 | 8.4 | 71.5 |
| 90 | 4.1 | 75.6 |
| 63 | 3.0 | 78.6 |
| 45 | 3.1 | 81.7 |
| 25 | 2.9 | 84.6 |
| undersize | 15.4 | 100 |
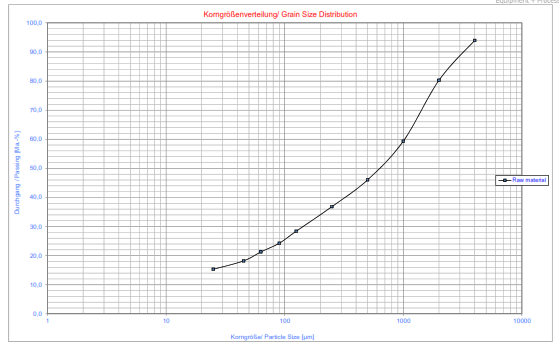
Figure 5. Grain size distribution – fresh tailings.
A fractionated analysis shows the different level of the valuable and not wanted ingredients.
Table 3. Fractionated analysis – chemical and mineralogical analysis
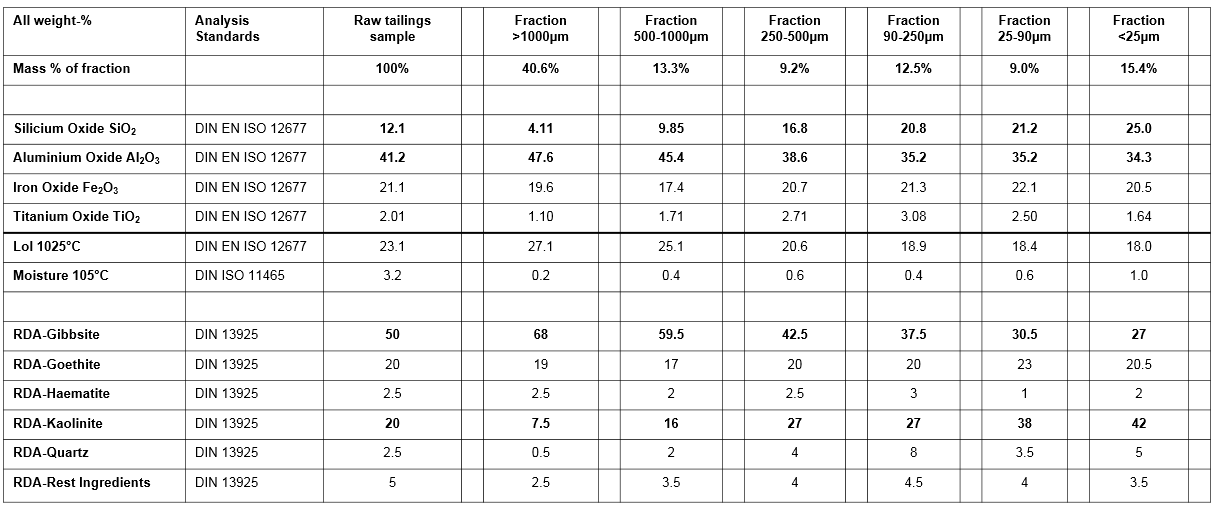
For the further treatment it was decided due to remarkable lower content of valuable material to combine the fractions 250 – 500 µm, 90 – 250 µm an 25 – 90 µm to one complete fraction 25 – 500 µm with an weight amount of 30.7 %.
The fraction < 25 µm is considered as waste due to the very low content of valuable material and was not further treated.
Table 4. Adapted fractionated analysis – chemical and mineralogical analysis
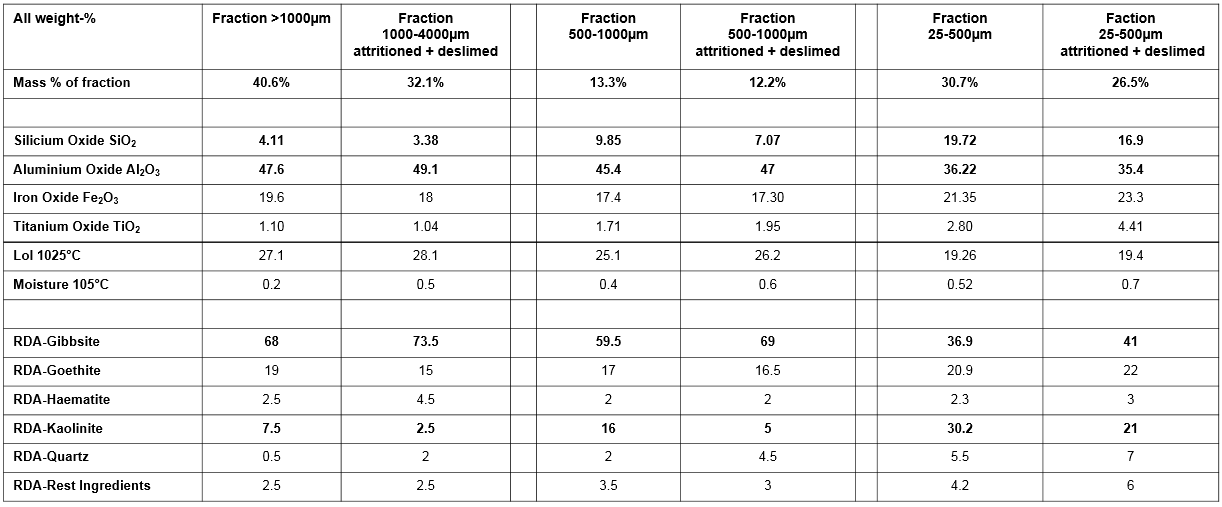
A treatment of the fraction > 500 µm – X (incl. the 6 % > 4 mm) showed a recovery of approx. 50 % by weight and resulted in the following improved results of the bauxite tailings:
Gibbsite mineral content: improved from 50.0 % up to 72.3 %
Al2O3 content: improved from 41.2 % up to 48.5 %
SiO2 content: reduced from 12.1 % down to 4.4 %
A/S ratio: improved from 3.4 up to 11
2.2. STOCK TAILINGS TESTS
Same test works were executed with samples received from the existing old tailings dams.
Also a similar PSD was found with the old tailings material.
Table 5. Standard particle size distribution (PSD) – stock tailings.
| Samples | No. 1 | No. 2 | No. 3 | No. 4 | ||||
| Particle – / Size [µm] | Residue [Ma.-] | Sum [Ma.-] | Residue [Ma.-] | Sum [Ma.-] | Residue [Ma.-] | Sum [Ma.-] | Residue [Ma.-] | Sum [Ma.-] |
| 4000 | 7.5 | 7.5 | 19.5 | 19.5 | ||||
| 2000 | 19.9 | 19.9 | 15.4 | 22.9 | 11.1 | 11.1 | 21.5 | 41.0 |
| 1000 | 19.1 | 39.0 | 19.8 | 42.7 | 23.6 | 34.7 | 10.9 | 51.9 |
| 500 | 10.1 | 49.1 | 13.3 | 56.0 | 16.5 | 51.2 | 7.2 | 59.1 |
| 250 | 6.1 | 55.2 | 8.6 | 64.6 | 11.9 | 63.2 | 8.5 | 67.6 |
| 125 | 5.4 | 60.6 | 7.2 | 71.8 | 10.0 | 73.2 | 8.4 | 76.0 |
| 90 | 3.1 | 63.7 | 3.6 | 75.4 | 4.0 | 77.1 | 4.4 | 80.4 |
| 63 | 2.8 | 66.5 | 3.2 | 78.6 | 3.5 | 80.6 | 3.3 | 83.7 |
| 45 | 2.4 | 68.9 | 2.7 | 81.3 | 2.9 | 83.6 | 2.8 | 86.5 |
| 25 | 3.5 | 72.4 | 3.3 | 84.6 | 2.7 | 86.2 | 2.8 | 89.3 |
| pass | 27.6 | 100.0 | 15.4 | 100.0 | 13.8 | 100.0 | 10.7 | 100.0 |
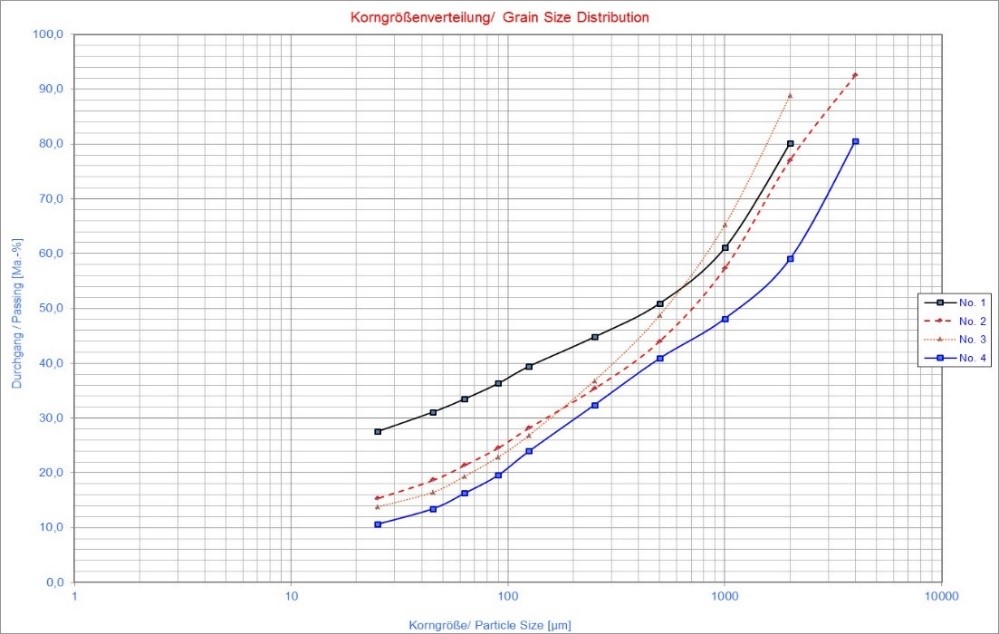
Figure 6. Grain size distribution – stock tailings.
The fractionated analysis shows the different level of the valuable and not wanted ingredients.
Table 6. Fractionated analysis – chemical and mineralogical analysis.
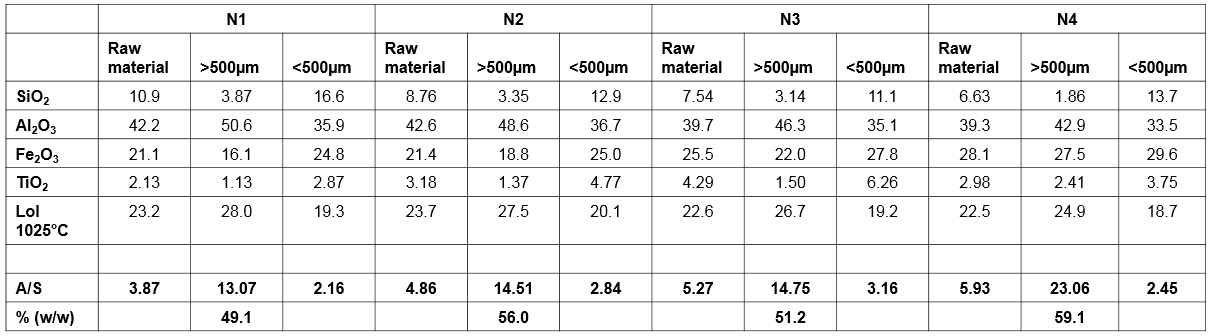
A classification at 500 µm reaches:
- a significant reduction of the SiO2 content
- a significant improvement of the A/S ratio
The fractioning at 500 µm shows a recovery of 49 % to 59 % of the old tailings samples.
The A/S ratio in the old tailings shows values in the range from 3.87 up to 5.93.
The resulting A/S ratio in > 500 µm shows improved values from 13.07 up to 23.06.
The raw Al2O3 content ranges from: 42.2 % to 39.3 %
The Al2O3 in the > 500 µm fraction ranges from: 50.6 % to 42.9 %
3. UPGRADING PROCESS
Based on the performed tests and the corresponding test results, the required processing was evaluated. Considering the existing bauxite process plant, an assessment was carried out to identify where the additional processing steps could be realized:
- is an improvement of the existing plant possible?
- could the additional steps be added to the existing plant?
- is an additional unit for the tailings treatment required?
After intensive investigations, two treatment units were designed and discussed accordingly:
Processing of the fresh tailings coming from the existing washing plant:
- Solids feed capacity: approx. 200 t/h
- Slurry feed capacity: approx. 1000 m³/h
Processing of the stock tailings from existing old dam:
- Solids feed capacity: approx. 100 t/h
- Moisture of feed: approx. 10 – 12 % (14 – 16 %)
The stock tailing treatment unit will be operated independent from the existing washing plant.
3.1. DRAFT PROCESS FLOW
The discharge tailings slurry is directly taken from the existing old washing plant.
The slurry is pumped to AKA-VORTEX desliming hydrocyclones and separated at 500 µm cut size by AKA-SIZER upstream classifier. Followed by dewatering screen and stockpiled by inclined conveyor belt.
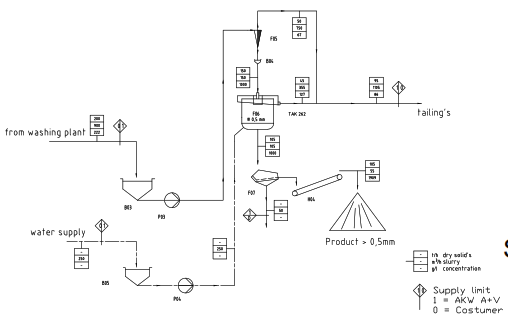
Figure 7. Fresh tailings slurry taken from the discharge pipeline of the washing plant.
The old tailings material is fed by wheel loader to the box feeder and transported by inclined belt conveyor to pre-screening. The slurry is pumped to AKA-VORTEX desliming hydrocyclones and separated at 500 µm cut size by AKA-SIZER upstream classifier. Followed by dewatering screen and stockpiled by inclined conveyor belt.
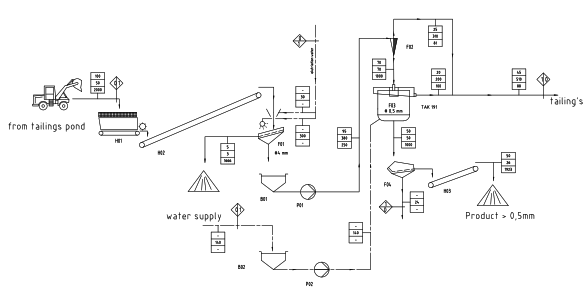
Figure 8. Stock tailings material fed by wheel loader to the beneficiation plant.
3.2. GENERAL ARRANGEMENT
 |
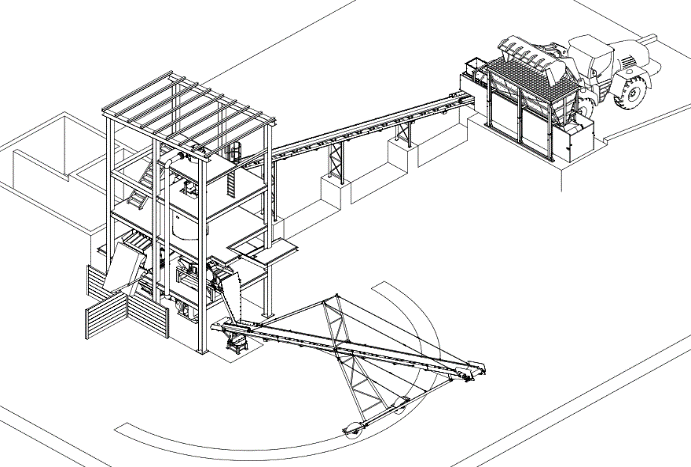 |
Figure 9. General arrangement drawing fresh tailings (left). / Figure 10. General arrangement drawing stock tailings (right).
3.3. PROCESSING PLANTS
 |
 |
Figure 11. Processing plant fresh tailings (left). / Figure 12. Processing plant stock tailings (right).
3.4. EQUIPMENT SELECTION AND PROCESS PLANT DESIGN
The fresh tailings plant takes the tailings slurry directly from the discharge pipe of the existing bauxite washing plant.
Whereas the bulky stock tailings material will be handled by wheel loader and fed into a box feeder. Then the material passes a wet protection screen to separate oversize lumps. The slurry of the bauxite tailings will be transported by wear resistant pumps to the next treatment steps by hydrocyclones. AKA-VORTEX hydrocyclones for first desliming and to adjust the process concentration are installed. These hydrocyclones are equipped with high wear resistant Polyurethane (PU) liner. A hydrosizer AKA-SIZER type TAK executes the main classification task to perform the separation of the not wanted material < 500 µm. The separated fines below 500 µm will be discharged from the AKA-SIZER overflow back to the tailings dams. The valuable material above 500 µm will be dewatered by linear moving dewatering screens and stockpiled by inclined conveyor belts.
To combine these specific process equipment to a functional processing unit it needs to be completed with:
- Piping
- Cabling
- Electric control system
- Steel structure
AKW Equipment + Process Design as a supplier of turnkey solutions therefore would take care from the beginning with test work, process design, equipment selection and plant design. All this completed by supervision of erection and commissioning by fulfilling the referring performance parameters.
3.5. CAPACITIES
Fresh tailings processing:
Solids feed capacity: approx. 200 t/h
Slurry feed capacity: approx. 1000 m³/h
Process water demand: approx. 250 m³/h
Installed electric power: approx. 180 kW
Electric power demand: approx. 120 kW
Tailings from stock processing:
Solids feed capacity: approx. 100 t/h
Moisture of feed: approx. 10 – 12 % (14 – 16 %)
Process water demand: approx. 450 m³/h
Installed electric power: approx. 140 kW
Electric power demand: approx. 95 kW
4. PROJECT REALIZATION / TIMELINE
Previous Test work
For the test work to determine the tailings composition and to define the upgrading process at least a time period of 4 – 6 weeks need to be considered.
Manufacturing/lead time
Depending on the required upgrading plant capacity and the specific process design the necessary equipment need to be selected and sized accordingly. Completing with the steelwork for equipment arrangement, pipework and electric control system all in complete, approx. 10 – 12 months manufacturing time have to be considered. The required period for shipment to site depends on the final location of the plant.
Erection/installation
For the described upgrading units and installation, a period of 6 weeks was required by starting on completed foundations.
Commissioning
After installation and completion of the water supply, feed and discharge logistics the commissioning phase started. At least 2 x 2 weeks commissioning period completed the project with a successful startup. To assist the commissioning staff on site, especially in remote areas, a remote access to the electric control system is very helpful.
5. SUMMARY
The new bauxite tailing washing units was a success and delivered significant improvement:
50 % increase of valuable product recovery for the bauxite washing plant: this results in longer life time of the deposit and reduces the discharge of tailings.

Figure 13. Processing plant fresh tailings.
50 % recovery of valuable fraction from existing bauxite tailings material: this results in additional product capacity and reuse of old tailings dams.

Figure 14. Processing plant stock tailings.
6. REFERENCES
- World Aluminium: Sustainable Bauxite Mining Guidelines, First Edition May 2018.
- Bárdossy, G. and Bourke, D.J. (1993). An assessment of world bauxite deposits as sources for greenfield alumina plant developments, ALUMINIUM – vol. 69. N°10, pp.888-894, ISSN 0002; 1993.
- Forté, G. and Girard, R. (2004), Bayer Process Alumina Production, Pressure Hydrometallurgy 2004, 34th Annual Hydrometallurgy Meeting, OCTOBER 23-27, 2004 (BANFF, ALBERTA, CANADA).
- Thomas Baumann (2015), AKW Apparate + Verfahren GmbH and its expertise in bauxite upgrading.